
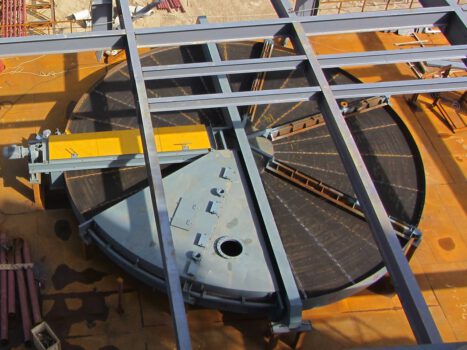
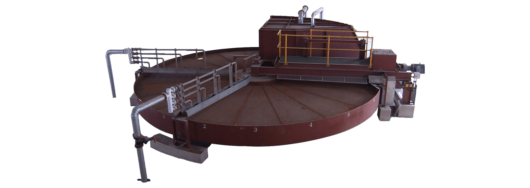
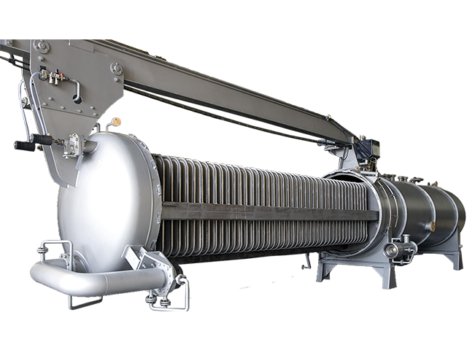
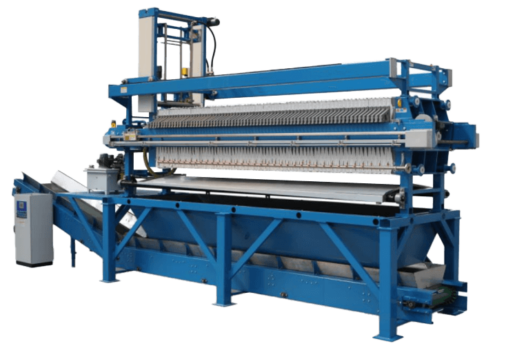
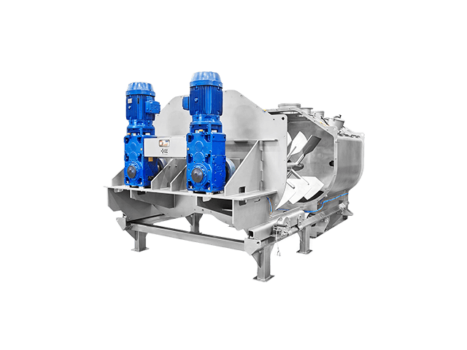
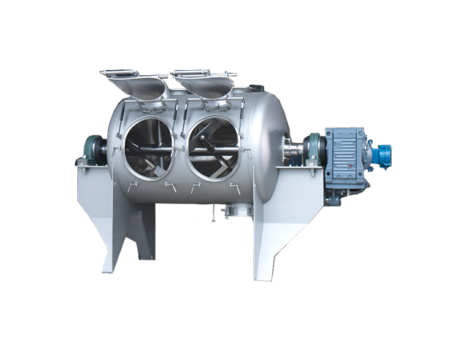
Chemical Plant & Engineering has decades of experience in design and worldwide supply of processing solutions to the mineral processing sector. We offer agitators, powder blenders, and vacuum and pressure filters to this industry.
We provide complete engineering services, starting with laboratory and pilot testing, through to detailed engineering design, manufacture and supervision of installation and commissioning.


| Mineral Processing Applications We Supply To | |
|---|---|
| Mineral Processing Applications |
|
Titanium International offers a wide range of corrosion resistant and specialty metal solutions to the mineral processing sector.

CPE offers retrofitting services of mineral processing agitators, paddle mixers, and vacuum and pressure filters. Our engineers can conduct in-depth analysis of your process and offer cost-effective solutions to enhance your process performance and efficiency. Process benefits include:





© Copyright CEM International Pty Ltd 2024 WordPress website development by DMC Web.