
Chemical Plant & Engineering designs and supplies agitation, powder blending, and filtration solutions for the pharmaceutical industry with numerous installations throughout AUNZ, including CSL Behring, Ensign, and Pfizer.
SANFOIL® agitators are offered for liquid blending, additive mixing, homogenisation, and storage of various pharmaceutical products. Our world leading liquid agitation technology provides fast and thorough mixing using minimum energy input.

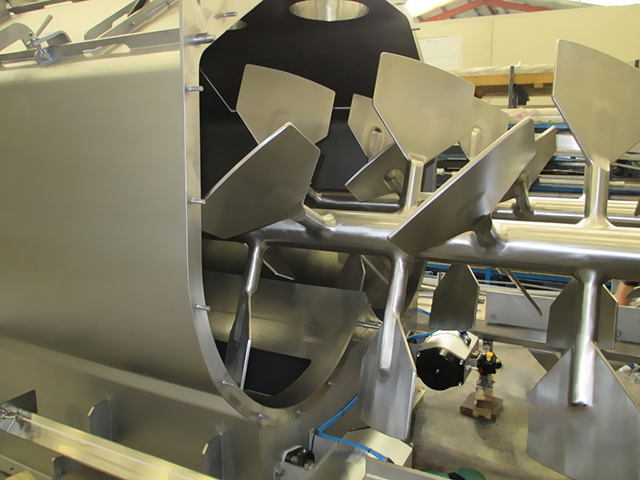
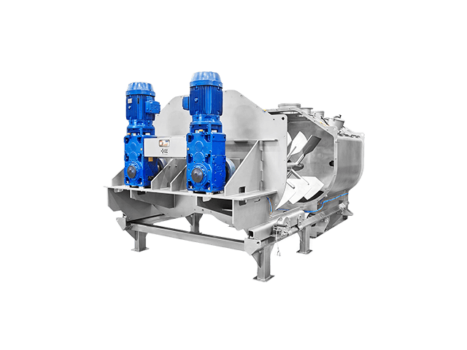
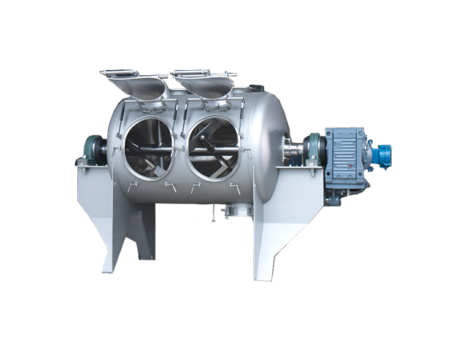
CPE has world leading hygienic mixer design which are extensively used in sanitary applications across the globe. Our sanitary mixer range are designed to provide fast, accurate, and repeatable mixing, eliminate bacterial growth and provide ease of cleaning.
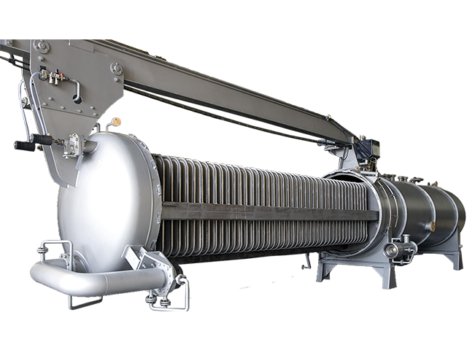
CPE’s pressure filters are widely used in pharmaceutical applications for contamination filtration, increasing purity, and liquid polishing. Main filters offered to this sector are Pressure Leaf Filter, Cricket filter, and Pulse Tube filter.
Sodium Bicarbonate is extensively used in the manufacture of heart-burn medicines, acid neutralisers, and mild disinfection products. The sodium bicarbonate used in the pharmaceutical industry requires high purity levels.
By employing CPE’s Cricket filter and the right filter aid, the desired purity and quality of pharmaceutical grade sodium bicarbonate can be easily achieved.
We custom design filtration solutions to meet your specific process requirements.
Our Filter Range

We offer process optimisation services of existing agitators, mixers, and filters. Our experienced engineers conduct in-depth analysis of your process and recommend cost-effective solutions to address your process issues.
Learn more about our retrofitting services.
Retrofitting Services








© Copyright CEM International Pty Ltd 2025 WordPress website development by DMC Web.
