Chemical Plant & Engineering is a world leading supplier of agitation and filtration solutions to the alumina industry. With our extensive design knowledge and experience, we have a deep understanding of process requirements in this sector.
We offer custom design and process optimisation of tank agitators and filtration equipment to the alumina refineries worldwide.
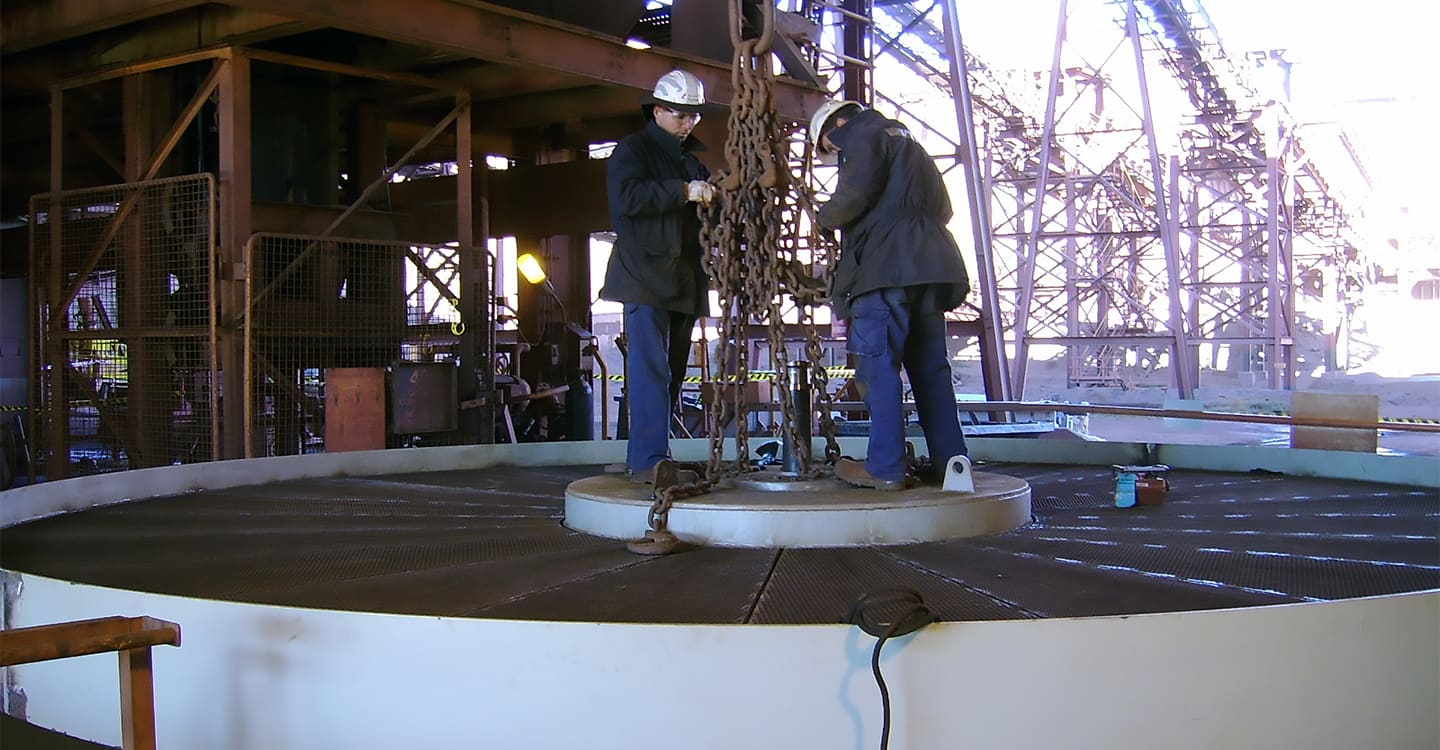
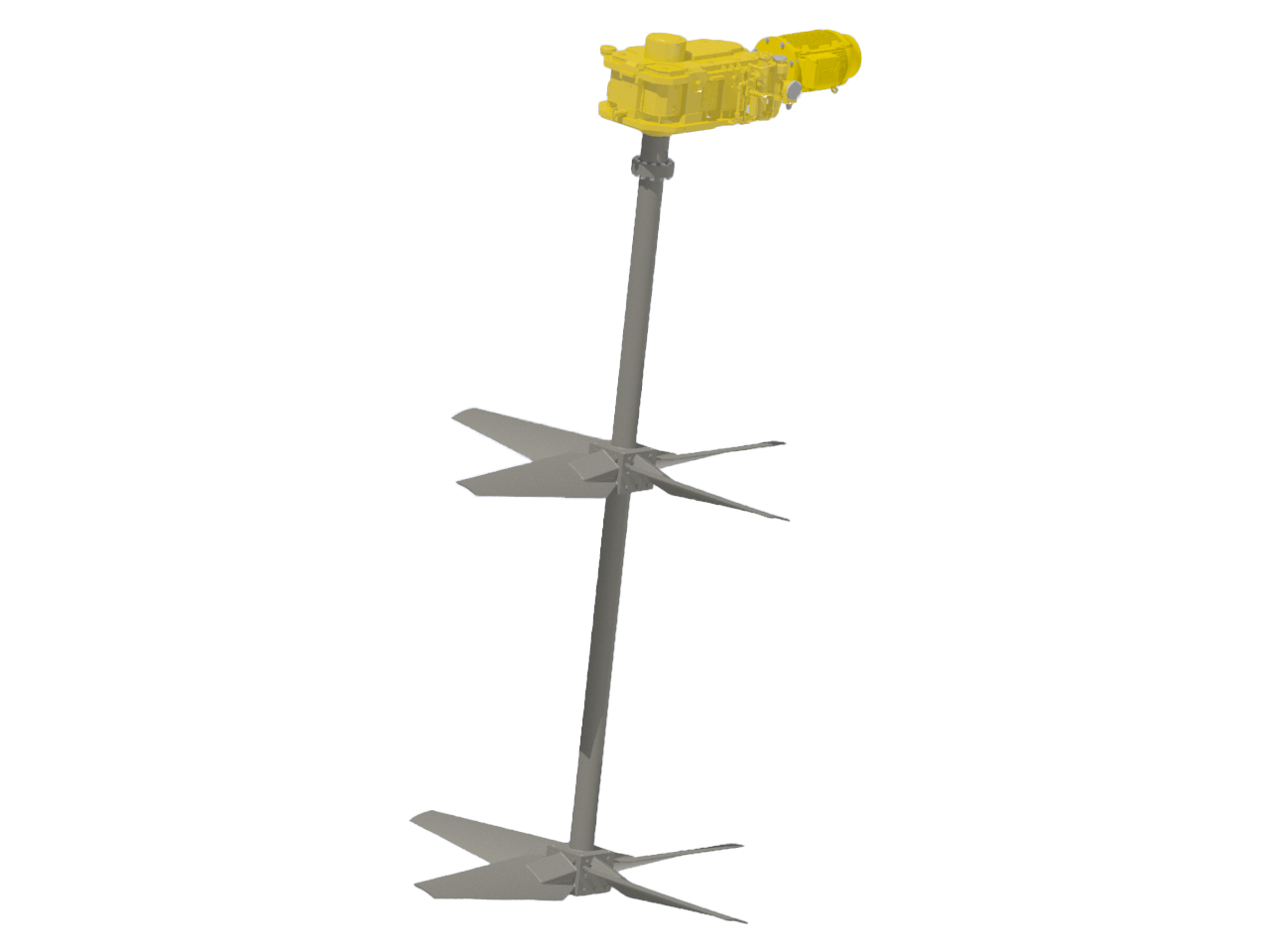
CPE offers the MineFlo™ range for mixing and solid suspension in alumina refineries.
The MineFlo™ – RTF4 agitators has been extensively used by refineries for effective solid suspension. Our superior agitation technology can significantly scale build-up in precipitator tanks.
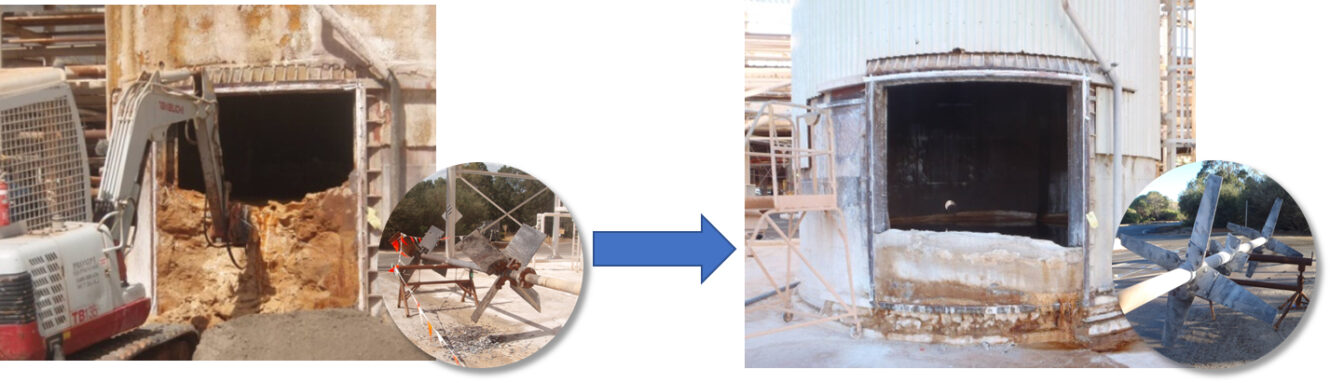
Retrofitting of an existing agitator using RTF technology resulted in major reduction in scaling.
We provide agitator retrofit and process optimisation services to the mineral processing industry worldwide. Our engineers can analyse your process and recommend cost-effective solutions to improve your mixing and solid suspension performance, increase plant utilisation and reduce energy consumption.
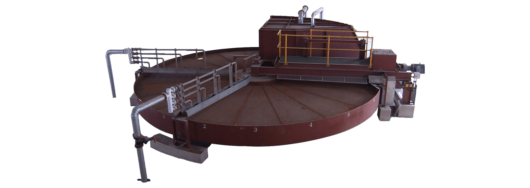
We supply various size vacuum and pressure filters specific for the Alumina industry.
Since our first filter supply to the alumina industry over 50 years ago, we have continuously upgraded our filter designs to suit various process requirements and increase filtration efficiency and quality.
Read more about our unique filter design attributes.


In addition to OEM supply, we offer spares and retrofitting services of vacuum and pressure filters. Benefits of our filter retrofit services are as follows:
Read more about our filter retrofitting services.
Go to Filter Retrofit
Contact our agitation and filtration experts to discuss your process requirements. Our experts will work with you to design a solution that suits your process.
Contact us

© Copyright CEM International Pty Ltd 2025 WordPress website development by DMC Web.